Как это делается?
Опубликовано 14 Май 2010 в 12:48 Автор: doochdoble
Есть несколько способов изготовить ювелирное украшение. Можно как товарищ zelad взять кусок металла и с помощью штихеля и такой-то матери придать ему нужную форму. Или вытянуть проволоку нужных диаметров, и применив к ней круглогубцы с паяльником получить цепочку, филигрань либо же канитель. Но лично я предпочитаю литьё.
Скорее всего многие из вас отливали сахарных петушков в детстве. В СССР с леденцами на палочках был напряг (не помню чтобы их вообще продавали), потому их делали сами. Мазали форму маслом, плавили сахар, производили отливку. При литье серебряных изделий применяется похожая технология.
Для начала необходима форма, куда будет помещён расплав серебра. А чтобы получить форму, нужен прототип изделия, по которой она будет изготовлена. Существуют прототипы двух видов — вырезанные вручную, либо же полученные на различных станках с ЧПУ (числовым программным управлением). Я использую машинную резку, поэтому работа над изделием начинается в программе трёхмерного моделирования.
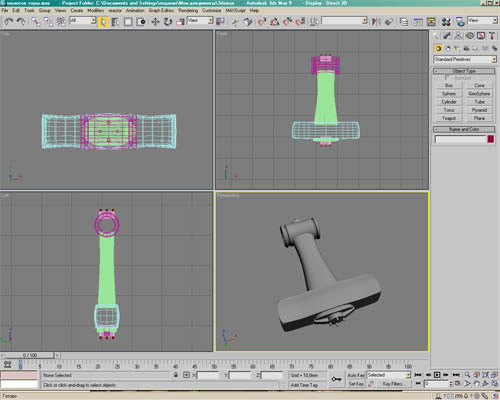
Общую форму изделия задаю в 3D Max`е. Больше конечно подошёл бы Rhino, но мне лень переучиваться.
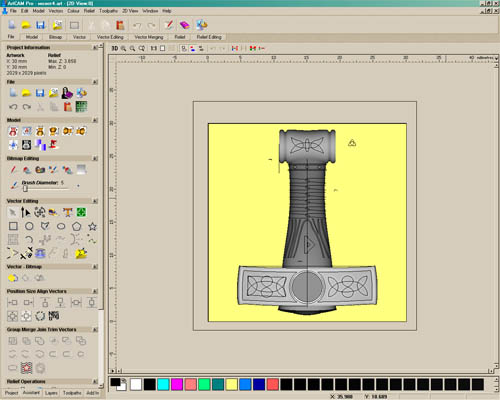
Позже модель экспортируется в формат понятный специализированной программе моделирования ювелирных изделий ArtCam. В этой программе прорабатываю мелкие детали, узоры. Проверяю размеры и технологичность. Потому как смоделировать можно всякое, но не всякое получится изготовить.
Когда модель будет готова, в той же программе создаются списки команд для гравировально-фрезерного станка с ЧПУ. Задаются пути прохода инструментов и режимы резания. Конечным результатом работы будет несколько текстовых файлов (по одному на каждую операцию) с кучей команд похожих на асемблерный код. Файлы скармливается станку. Типа такого.
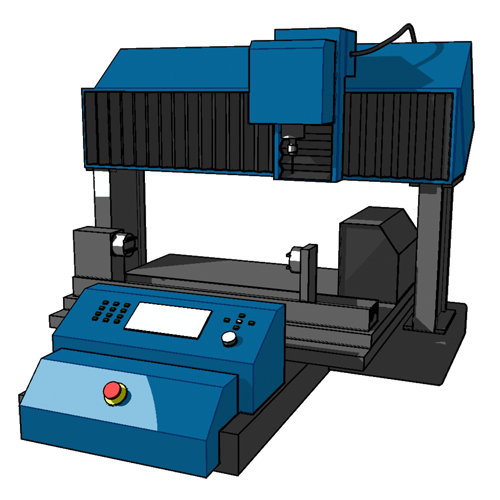
На рабочем столе станка закрепляется кусок модельного воска или пластика. В патрон устанавливается подходящая фреза и нажимается кнопка пуск. После чего можно наслаждаться зрелищем, как что-то работает само. Без вашего участия. Наслаждаться можно долго. При чистовой обработке используется шариковый гравёр с диаметром пятна контакта в 0.1 мм. А значит шаг инструмента задаётся максимум 0.05 мм. То есть после прохождения одной линии фреза сдвигается всего на 0.05 мм. Теперь представьте что режется узор всего 20 на 20 мм. Значит станку придётся сделать 400 проходов. На каждый из которых уйдёт секунд 20-30.
Результатом работы станка будет примерно следующее.
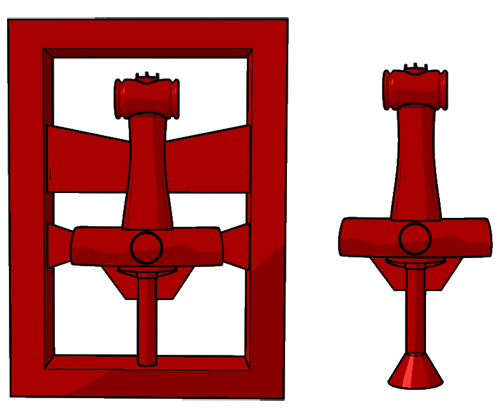
Пластиковое изделие с литником и поддерживающими опорами. Теперь, применив волшебство лобзика, надфиля, бормашины и штихеля, мы получим прототип, готовый для изготовления силиконовой формы.
Теперь наша задача сделать силиконовую форму по нашему прототипу. Для этого он устанавливается в разборную пластиковую ёмкость. Ёмкость обычно делается из оргстекла, чтобы можно было рассмотреть дефекты заливки.
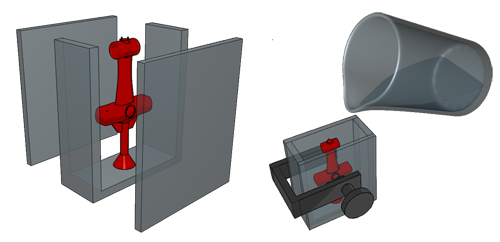
Всё это хозяйство зажимается струбциной, и внутрь ёмкости наливают двукомпонентный прозрачный силикон. Сам силикон это две канистры прозрачной и густой как кисель жидкости. Если их смешать, то через некоторое время она (жидкость) затвердевает, и получается прозрачная «резинка».

Но пока силикон не затвердел, будущая форма помещается на вакуумный вибростол. Из названия и картинки понятно, что это накрытый стеклянным колпаком стол, кторый делает БЗЗЗЗЗ! Одновременно из под колпака выкачивается воздух. Собственно при изготовлении силиконовой формы БЗЗЗЗЗ! делать не надо. Достаточно вакуума, чтобы удалить пузырьки воздуха из жидкости. При достижении определённого разряжения под колпаком силикон весело вскипает. Тут главное не проебать момент, а то вся наша будущая форма окажется на вибростоле.
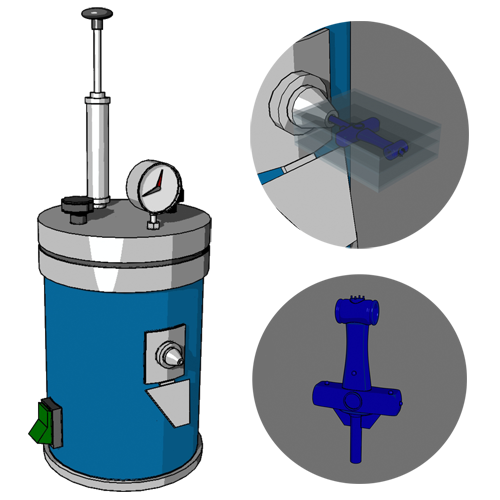
После затвердевания силикон разрезается на две (или больше, зависит от сложности изделия) части. Теперь в форму можно заливать расплавленный воск веселого синего цвета из инжектора. Инжектор это такая бадья с электроподогревом и насосом. В ней находится расплавленный воск под давлением. «Резинка» (именно так называют подобные формы) зажимается между двух пластин оргстекла и насаживается на носик инжектора. Нажимается педаль, и вуаля. Мы получаем восковую копию нашего изделия. При этом возникает приличный процент брака. Воск это не вода. Он хоть и нагревается почти до ста градусов, всё равно представляет собой вязкую тягучую жидкость.
Перейдём к самой загадочной части. Изготовление формы и литьё.
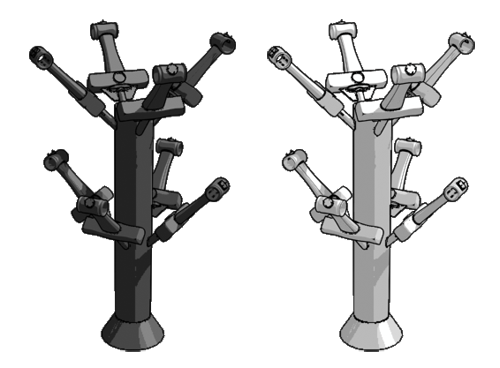
Обычно отливают сразу несколько изделий, так как даже при очень хорошем оборудовании и куче опыта, всё равно существует процент брака. Так что если требуется только одно изделие, делать стоит сразу несколько.
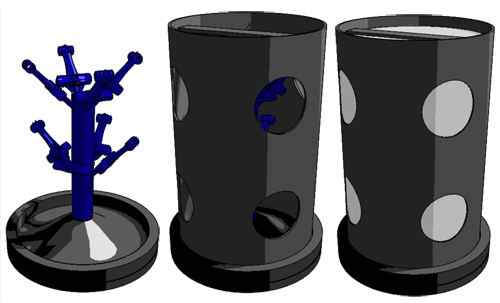
Для этого формируют так называемую «ёлку». На центральный толстый восковой штырь припаивают несколько изделий под определённым углом. «Ёлка» крепится на резиновую пробку и вставляется в опоку (кусок стальной трубы с дырками). Дырки заматываются скотчем, после чего опока заполняется формовочной массой. Как правило это гипс с некоторыми присадками смешанный с водой. Помните вакуумный вибростол?
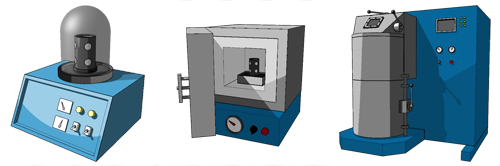
На него и помещается заполненная форммассой опока. Из под колпака выкачивают воздух, а сам стол начинает делать БЗЗЗЗ! Это нужно для того, чтобы в смеси не осталось воздуха и она залезла во все щели. После того, как будущая форма немного поколбасится в вакууме, её ставят на просушку. В зависимости от размера это сутки — двое. Как только форма высохнет, её помещают в печь, где нагревают до нужной температуры. Воск частично вытекает, частично выгорает и форма почти готова. Осталось её прокалить, чтобы убрать даже намёк на воду. Иначе во время литья она может буквально взорваться. Теперь можно приступать к отливке.
Есть несколько способов точного литья. Литьё под давлением, центробежное литьё и вакуумное литьё. Я применяю последнее, благо есть доступ к индукционному литейному аппарату. В нём совмещена плавильная печь и вакуумная камера. Засыпанное сверху серебро доводится до расплава с помощью индукционных токов. Затем включается вакуумный насос, который откачивает воздух сквозь литейную форму (вот для чего нужны отверстия в опоке). Открывается заслонка, и расплав серебра под напором атмосферного давления заливается в форму.
Когда серебро затвердеет, но опока ещё не успеет остыть, её помещают в ведро с водой. Из-за перепада температур форммасса разрушается, и у нас в руках остаётся точная (если повезло) серебряная копия нашей восковой «ёлки».
Монтировка.
Моя любимая и очень неочевидная часть.
Как я уже говорил, после разрушения формы у нас в руках остаётся серебряная «ёлка» покрытая чёрной окалиной. В расплав серебра всегда добавляют медь, так как само по себе оно слишком мягкое. Собственно говоря, проба показывает процентное содержание драгметалла в сплаве. Число 925 означает, что материале изделия 92,5 процента серебра. Остальное — медь. Она и окисляется при отливке, образуя устойчивый чёрный налёт. Чтобы его убрать, «ёлку» промывают в плавиковой кислоте. Какая именно там происходит реакция я не знаю, но окалина становится белого цвета. Из-за чего серебро выглядит как гипс.
Применяя магию кусачек по металлу, изделия отсоединяют от «ёлки». Затем счищают белый налёт крацовкой. Это латунная щётка. После чего внимательно осматривают на предмет дефектов. Процентов 5 отливок сразу отправляется на переплавку, а с остальными продолжают работу.
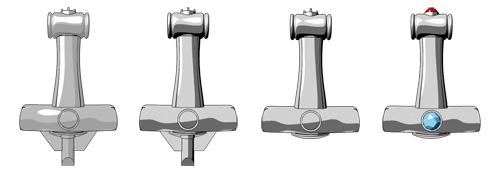
Литник отпиливается лобзиком. Все крупные неровности снимаются сначала напильником, затем надфилем. Несмотря на то, что гипс в форммассе мелкодисперсный, поверхность получается немного шероховатой, из-за чего она выглядит матовой. Чтобы серебро блестело, поверхность зачищают наждачной бумагой (от более крупного номера к более мелкому) и полируют специальной резиновой насадкой с абразивом. Финальная стадия — закрепка камней и гальваническое золочение (если оно есть).
Хоть описание и получилось кратким, это самая длительная и трудоёмкая часть производства. Всё делать нужно очень аккуратно и очень легко запороть результаты трудов.
отлично и очень доступно показан весь процесс современного подхода к изготовлению ювелирных изделий
здорово
Ебануться, техпроцесс внушает! Я вообще был уверен, что все делается на кухне или в гараже 🙂 Еще с большим нетерпением жду конечный продукт
Круто однозначно. И сам техпроцес и изделия. Молот тора хочу, жаль дорог для меня. Я не имею ввиду дорог вообше всетаки ручная работа и малие партии, но для меня дороговато. А так мастеру респект и уважуха.
Очень внятно описана технология, хвалю!
Конечно не помешало бы упомянуть, что модель можно сделать и без ЧПУ-станка, а для некоторых вещей можно и прямо из модельного воска штихелям и бормашинкой создать модель, которую и заливать.
Сразу и вопросик — были ли необъяснимые отказы оборудования при изготовлении чего-либо? В смысле необъяснимые с точки зрения только технологии?
Молодчага парень!!!
Так достойно и доходчиво написал, прям песня!
Глобальный респект и тотальная уважуха.
Одним словом: матерый мастерюга. 🙂
спасибо
хорошо и доходчиво написано, заказал вчера «светоч», теперь вот жду с нетерпением, по моему самые достойные обереги и амулеты, в сети лучше не найти ИМХО…
а на модельку можно ссылочка ,мил человек?
Модельку чего?
При разговоре с ювелиром,сказл что станок,по созданию,стаканчиков для заливки(ну китай,но красиво)1млн.руб примерно,жаль но и их иногда нет нет,но забракуешь,как говорится еслиб все мы жили,хорошо и правильно,в детстве у каждого был маленький ослик….
зашёл на сайт,увидел изделие(секира Перуна),прочитал для чего и тех.процесс-МОЛОДЕЦ БРАТЗЕМЛЯКДРУЖИЩЕ!!!!!!!!одна просьба-не матерись,будет вообще ЗДОРОВО
А про магизм-колдунскую часть изготовления ни слова:(
А про магизм-колдунскую часть изготовления ни слова 🙁 А ведь интересно жутко как.
Про магизм-колдунистическую часть весь остальной сайт.
Здравствуйте. Спасибо за отличную статью. Очень интересно! Я планирую изучить 3D modelling. Какой soft для моделирования ювелирного изделия вы бы посоветовали?
Здравствуйте. Либо Рино с соответствующими пакетами, либо Зэт Браш. А лучше и то и другое.
Спасибо!